Inconsistent shift performance is costing more than you think
Stop patterns and speed loss often hide in plain sight. This article breaks down where time disappears, and how real-time visibility helps teams respond faster.


Shift-to-shift inconsistency is one of those problems that feels normal until you do the math. The line runs. Product ships. Then you look up and realize you are still chasing the plan, even on “good” days.
Many plants are juggling more SKUs and more packaging formats than they were a few years ago. That often means shorter runs and more frequent changeovers, which makes stable throughput harder to hold.
Workforce pressure is real too. In PMMI research, 95% of surveyed consumer packaged goods companies reported struggling to hire skilled operators andtechnicians.
Add cost and supply uncertainty on top, and the margin for “small losses” gets thin. Deloitte flags how trade policy shifts and tariffs can push upraw material and component costs, with ripple effects through supply chains.
That’s why shift performance matters. It shows up in output, overtime, unit cost, and whether you can trust your capacity plan.
Leadership still wants more output, without the expensive version of output.
When people say “expand the footprint,” they usually mean adding capacity the hard way. Another line, more machines, more floor space, sometimes building work and utilities. It costs a lot, and it takes months toapprove and install.
So most plants try to get more out of what they alreadyhave. The fastest place to start is the gap between shifts. Same line, same job, different results.
Same equipment. Different output.
Shift variation is everywhere in high-volume manufacturing. It rarely arrives as one dramatic breakdown. It’s usually astack of small interruptions, small slowdowns, and small decisions made in goodfaith to keep product moving.
On a packaging line, it can look like a case packer thatneeds a nudge, a label roll that starts drifting, or film that tears, getsrethreaded, then tears again. A capper feels slightly off, so someone dials thespeed back “just to be safe.” In plastics, the pattern looks different but theeffect is the same. Cycle time creeps up by a second, a process tweak protectsquality but quietly pulls output down. In blow molding and containers, youspend more time clearing small faults, or run below rated speed becauseconditions are not fully dialed in.
None of these issues are deal-breakers on their own. Butthe combined effect is a shift that never quite catches up.
A five to ten percent difference between shifts can seemsmall when you look at one day in isolation. Over a week, it turns into veryreal consequences:
· Missed throughput
· Overtime to recover lostvolume
· Higher cost per unit
· Uncertainty about truecapacity
High volume has a simple rule. Minutes turn into hours,and consistency becomes capacity.
Where the time actually disappears
Most lost time comes from two things. The line stops, or it runs slower than it should.
Researchers often group these losses the same way: availability loss from stops, and performance loss from running below standard. In plain terms, the line is either not running, or it’s running slower than planned.
Stops are easy to picture when something breaks down.What steals more time is everything that sits below “breakdown” on the painscale. Short interruptions, small resets, tiny waits, and all the stop-startfriction that adds up over the course of a shift. Speed loss is the other halfof the story. The line is running, but it is not running at the standard paceit was planned for.
On packaging lines, that loss tends to hide in repetition. A small jam that clears in under a minute, then comes back. A changeover that stretches because a detail is slightly off, or because the first few minutes after startup need extra attention. A quality check thattakes longer than expected because something looks inconsistent, which oftenleads to a cautious slowdown while the team keeps product safe.
Plastics shows the same pattern through cycle time and stability. You might see cycle time creep up by a second, then another. A parameter tweak that keeps quality stable but is costing you output. Waiting time can sneak in too, for material handling, drying, or tool readiness,especially when the schedule gets tight. Everything is running, but it isrunning “almost right,” and almost right is rarely enough at volume.
Container and blow molding environments add another layer. Rated speed might be achievable, but only when conditions are dialed in and small faults are cleared quickly. If faults start stacking, or qualitys tarts slipping, the line will often keep moving while capacity quietly leaksaway.
That’s why gaps between shifts are so common. Nothing here looks like a disaster when it happens. But by the end of the shift, the total is obvious, and the hardest part is you still can’t point to one clear reason why it happened.
The core issue is visibility during the shift
Many plants still rely on manual logs, operator notes, orend-of-shift summaries. Not because anyone is careless, but because the linedoes not pause so someone can update a spreadsheet.
By the time the numbers show up, the shift is alreadyover. So is the chance to adjust and correct course. The issue is timing.
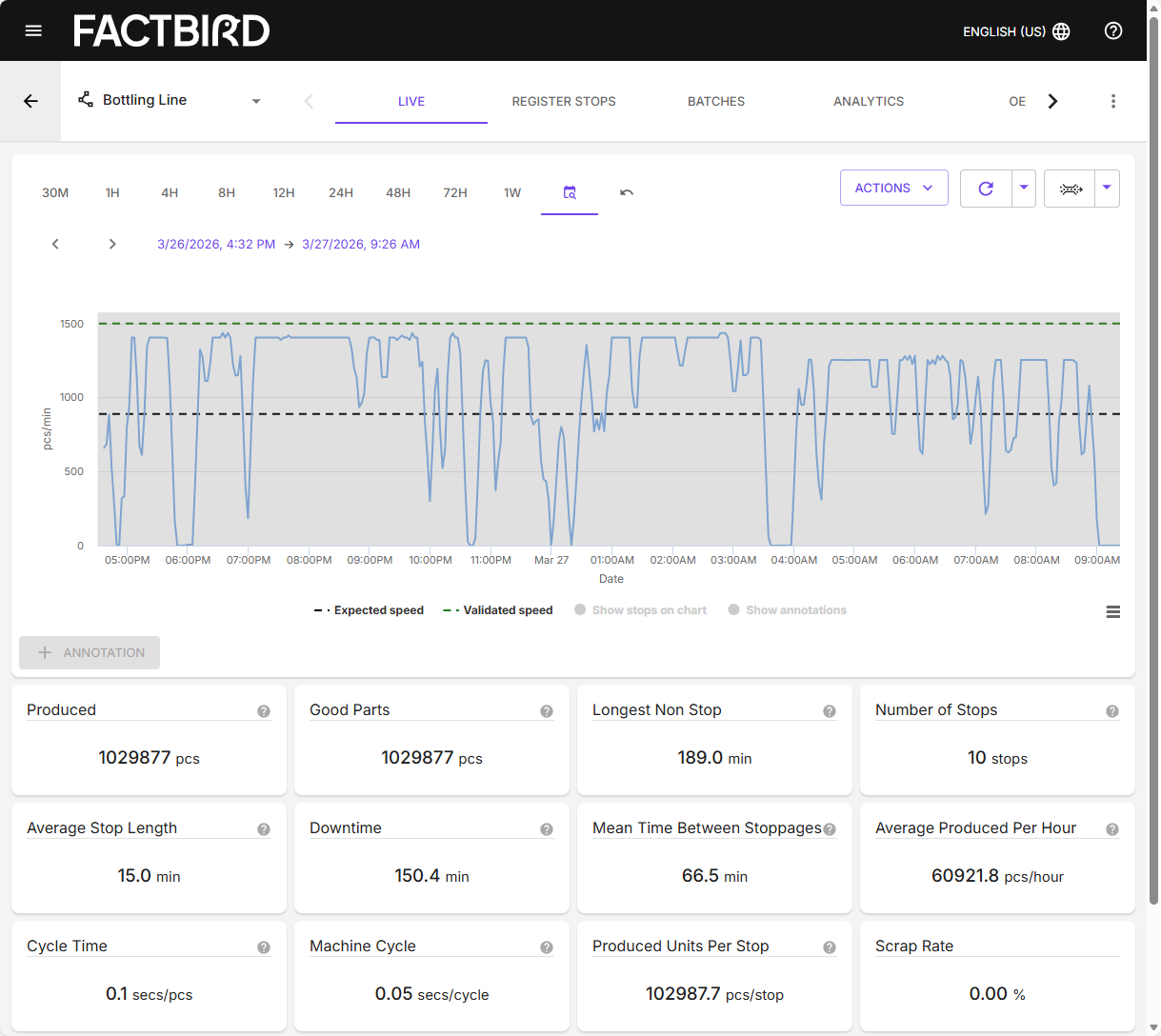
During production, teams often cannot see clearly, in oneplace, and in real time:
· Output versus target right now
· Actual run speed versus standard
· How many stops have happened so far, and where
· How much time those stops have cost
· How today’s shift compares to the last shift on thesame job
Without that, the shift gets managed through memory andhabit. The most experienced people often sense the drift early, but sensing isnot the same as proving. And when you can’t prove it, it’s hard to fix it.
What changes when performance becomes visible
When performance is visible while production is stillrunning, the shift gets easier to manage. Less guessing. Fewer “what happened?”debates after the fact. More chances to correct course while the line is stillrunning.
Operators can spot drift early and react before it turnsinto a bad shift. Supervisors can support with facts, not competing memories.Maintenance can see repeat stop patterns and go after the few problems thatkeep coming back. And across shifts, you can finally compare apples to apples.Same job. Same line. Same standard.
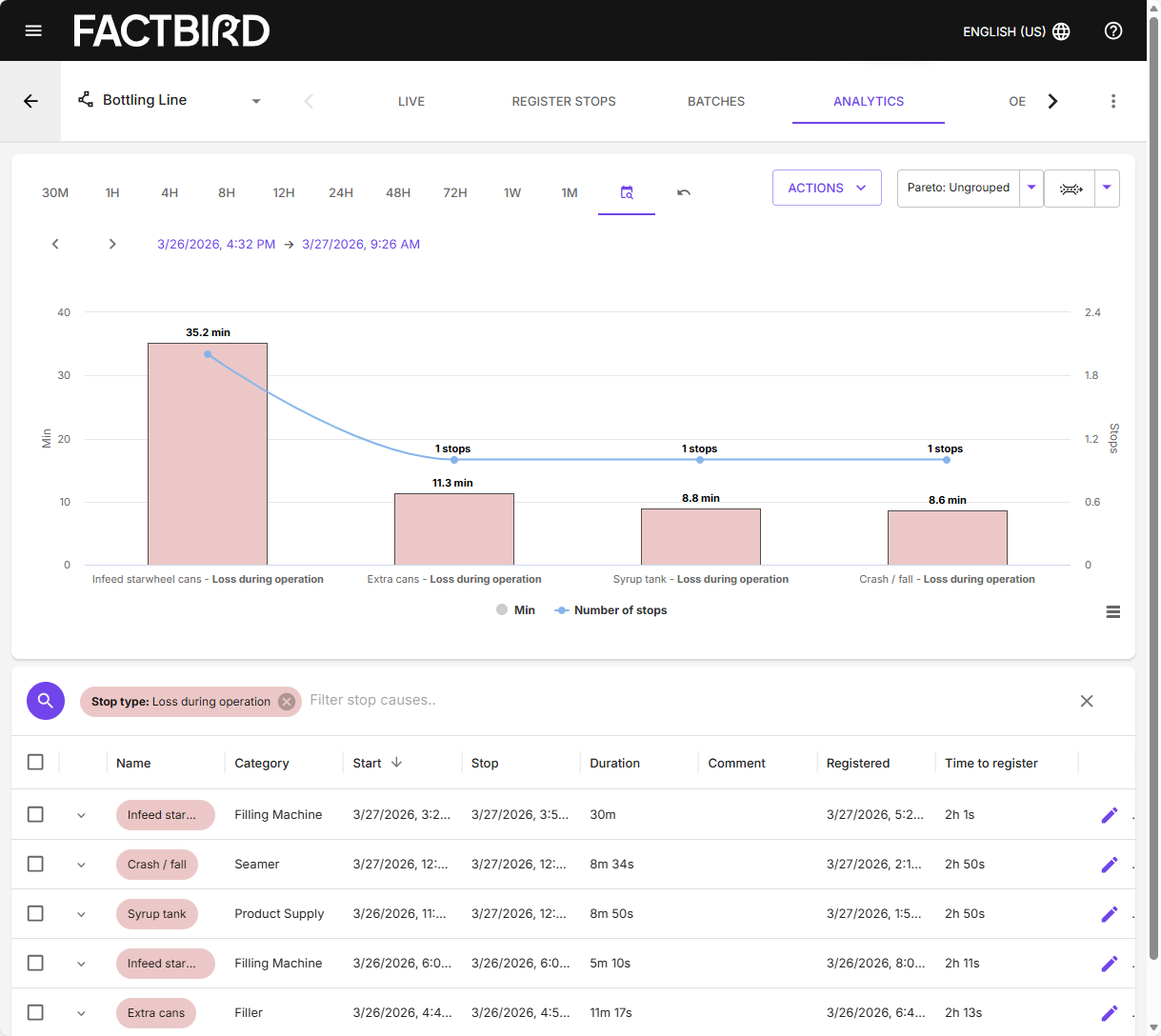
It also makes improvement work easier to run.
Instead of chasing every issue that shows up, you canfocus on the few stop types or speed losses that account for most of the losttime. You try a change, see the impact quickly, and keep what works.
Even narrowing the shift gap by a few percentage pointscan give you hours back each week. No new building. No new line. Just fewershifts spent catching up to a plan that should have been reachable.
What you can do about it, starting this week
You don’t need a big overhaul to make progress. You needclear signals during the shift, and a simple habit of acting on them.
Start with three moves:
1. Make stops and speed visible during the shift
Not after the report. Not next week. During production, so the team can react while thetime can still be recovered.
2. Standardize how you describe loss
If oneperson calls it “jam” and another calls it “operator issue,” the pattern getsblurry fast. Agree on stop categories that match how your line actuallybehaves, then stick to them.
3. Turn repeat patterns into repeat actions
When thesame stop shows up every day, it deserves a default response. A quick check. Asmall adjustment. A training note. A maintenance trigger. Something the teamcan do the same way, every time.
Do that well, and you’ll start to see the same few issuesshow up again and again. That’s good news. It means you can focus, fix, andhold the gains. The shift stops being a guessing game, and hitting targetbecomes repeatable.
Why Factbird fits packaging, plastics, and containers
In packaging, plastics, and containers, performancerarely disappears in one dramatic moment. It slips in small ways while the lineis still running, which is exactly what makes it hard to manage without seeingit during the shift.
Real-time data helps because it turns small losses intosomething you can act on immediately.
Factbird captures machine data and turns it into a liveview that makes sense to the people running production. Operators, technicians,and leaders can see output, stops, and speed by shift, line, and machine asproduction happens. Instead of piecing together what happened yesterday, theteam can respond during the shift, then carry the learning into the next one.
Factbird helps teams spend less time reconstructingyesterday, and more time stabilizing today. The result is a calmer shift. Fewersurprises, fewer debates, and more consistency on the line.
And that’s how you turn inconsistent performance intopredictable output, without expanding the footprint. No new line, no newbuilding project. Just more hours back from the plant you already have, withFactbird making it easier to see what’s actually stealing time, and where tostart.

